 Skip to main content Skip to footer
Skip to main content Skip to footer 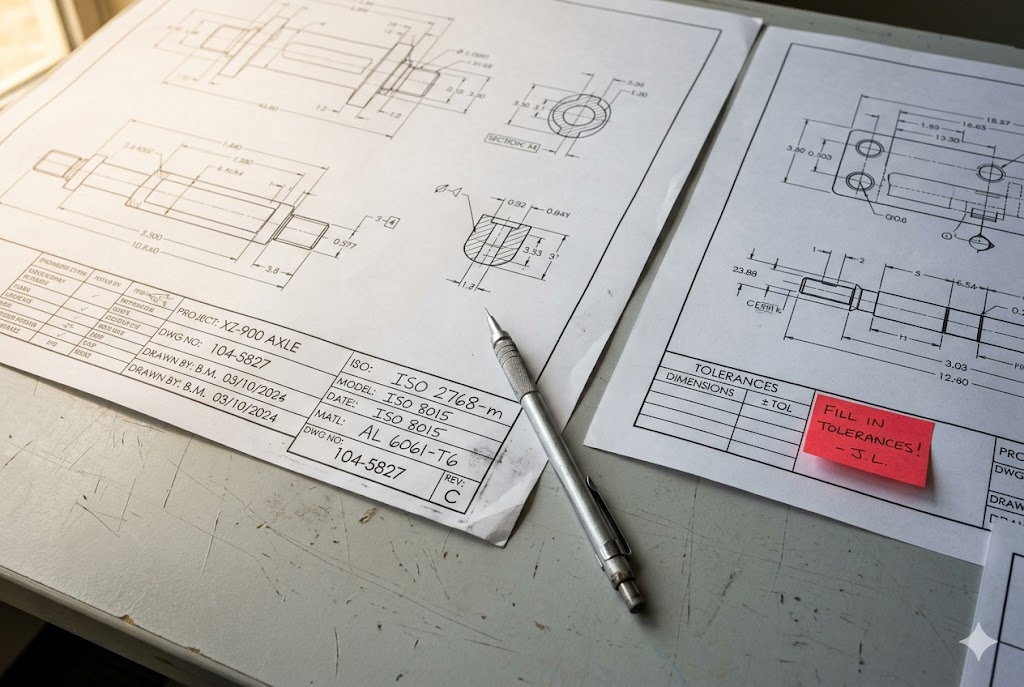
Every week, we review drawings sent by clients who want parts machined in China — and the same problem shows up repeatedly: tolerance callouts that either say too much, too little, or reference the wrong standard entirely.
You do not need full GD&T on every feature when importing CNC parts from China. Adding a single title block note — such as "ISO 2768-mK" — sets enforceable default tolerances for most dimensions. Reserve explicit GD&T callouts for two to five critical-to-function features only. This approach covers roughly 90% of a typical drawing without feature-by-feature annotation.
Most sourcing delays and quality disputes we handle trace back to drawings, not factories. Getting your tolerance strategy right before you send the RFQ saves time, money, and frustration on both sides.
What Happens If GD&T Is Missing from My Drawings?
When clients send us drawings with no tolerance block and no GD&T, we flag it before we even approach a supplier. Incomplete drawings cost buyers more than they realize — and the damage often appears after the parts arrive.
When GD&T is missing from a drawing, Chinese suppliers default to their own internal machining standards, typically around ±0.127 mm (±0.005 inch) for metals. This creates an unenforceable contract — if parts fall outside what you expected, you have no agreed standard to dispute against, and recovering costs becomes very difficult.

What Suppliers Do When Nothing Is Specified
Most Chinese machine shops are not guessing randomly. They follow internal process sheets that define default tolerances for each material and operation type. These defaults are set to keep scrap rates low, not to meet your assembly requirements.
The result is predictable. Features that needed ±0.05 mm get machined to ±0.13 mm. The part looks correct. It passes the supplier's visual check. It ships. And it fails your assembly line because no one ever agreed on what "correct" meant.
The Cost of a Dispute Without a Standard
When a buyer disputes a batch of parts with no specified tolerances, the legal position is weak. The supplier can argue — often correctly — that the parts match what was asked for, because nothing was asked for. Refunds, replacements, and re-machining negotiations take weeks. Meanwhile, your downstream customer is waiting.
What a Simple Title Block Note Fixes
A single line in your drawing title block changes the entire dynamic:
| Title Block Entry | What It Covers | What It Does Not Cover |
|---|---|---|
| ISO 2768-m | Linear and angular dimensions, medium grade | Geometric tolerances (form, position) |
| ISO 2768-mK 1 | Linear, angular, and general geometric tolerances | True position, concentricity, profile |
| ISO 2768-fH | Fine linear, coarser geometric | Not suitable for precision assemblies |
| No entry | Nothing — supplier uses internal defaults | Everything |
The "mK" combination is the most practical choice for most imported mechanical parts. The "m" grade covers dimensional tolerances. The "K" grade adds form and orientation controls at a general level. Together, they give both sides an enforceable reference without any additional annotation effort.
When Defaults Are Not Enough
Some features cannot rely on general standards. ISO 2768-2 does not cover true position, cylindricity, concentricity, or profile of a surface. If your part has any of these functional requirements, you must add explicit callouts. Omitting them means the supplier has no defined standard to machine or inspect against — and they will machine to whatever is easiest.
How Do Suppliers Interpret Tolerance Requirements?
We visit supplier factories regularly as part of our audit process. One thing we check every time is how the engineering team reads incoming drawings — and the answers are more varied than most buyers expect.
Chinese CNC suppliers are trained on ISO 2768 and its Chinese national equivalent GB/T 1804-2000. Drawings that reference ASME Y14.5 2 GD&T symbols without explanation are frequently misread or ignored. Using the correct standard for your sourcing region is not a formality — it directly affects how your drawing is interpreted on the shop floor.

ISO vs. ASME: Two Different Languages
ASME Y14.5 and ISO GD&T 3 share many symbols but differ in meaning on several key controls. Chinese engineers trained on ISO read ASME callouts and often interpret them through an ISO lens. The result is a part that was inspected correctly — against the wrong standard.
| Control Type | ASME Y14.5 Interpretation | ISO GPS Interpretation |
|---|---|---|
| Flatness | Surface must lie between two parallel planes | Same concept, but inspection method may differ |
| Position | Uses MMC/LMC modifiers frequently | MMC concept exists but less commonly applied |
| Parallelism | Tolerance zone is 3D | Tolerance zone is 2D by default |
| Concentricity | Based on median points | Rarely used; circularity preferred |
| Datum reference | Three-plane datum reference frame | Similar but sequencing rules differ |
When a Chinese supplier receives a drawing with ASME callouts, three things commonly happen. The experienced engineers flag it and ask for clarification. The less experienced ones apply their ISO training to ASME symbols. And the high-volume, low-margin shops machine to general defaults and move on.
Datum Selection: A Specific Risk
Datum selection 4 matters more in cross-border sourcing than in domestic manufacturing. If datums are not explicitly labeled and sequenced in a datum reference frame, suppliers will machine relative to whatever surface they interpret as primary. Two factories quoting the same drawing may establish different datum hierarchies. Both batches pass each factory's own inspection. Both fail assembly at your facility because they were inspected against different reference planes.
The fix is straightforward: label your datums A, B, C in the correct sequence. Add a datum reference frame to every position and orientation callout. Do not assume the supplier will choose the same datum you intended.
The Role of GB/T 1804-2000
GB/T 1804-2000 5 is the Chinese national standard directly equivalent to ISO 2768-1. When you write "ISO 2768-mK" in your title block, Chinese suppliers translate this directly to their national standard. The tolerance grades match. The inspection criteria match. This is why ISO 2768 is the correct reference standard for China sourcing — not because ISO is universally superior, but because it is what Chinese engineers are trained to apply.
Will Unclear Tolerances Affect Quality Consistency?
Quality consistency is the issue we hear about most from purchasing managers, especially after a first successful batch followed by a second batch with fit problems. The drawing did not change. The supplier did not change. But the parts changed — and unclear tolerances are almost always the reason.
Unclear tolerances affect quality consistency directly because they give suppliers no fixed inspection target between production runs. Without a defined standard, each batch may be machined and inspected against slightly different internal defaults, operator habits, or tooling setups — producing parts that vary from run to run even when the supplier is acting in good faith.

Inconsistency Is Not Always Bad Faith
It is easy to assume that a supplier is cutting corners when the second batch differs from the first. In most cases we investigate, the supplier is not being dishonest. They are simply repeating what they did before — but without a written standard, "what they did before" is not documented or reproducible.
A tolerance callout fixes the target. It gives the machinist, the inspector, and the quality manager the same number to work toward on every run.
Surface Finishing: The Hidden Tolerance Variable
One of the most common causes of batch-to-batch inconsistency in China-sourced parts is surface finishing — and most drawings do not address it.
| Finishing Process | Thickness Added Per Surface | Effect on Bore / Shaft Fit |
|---|---|---|
| Anodizing (Type II) 6 | 0.005 – 0.013 mm | Minimal, but critical on tight bores |
| Anodizing (Type III / hard coat) 7 | 0.013 – 0.025 mm | Significant — can close a clearance fit |
| Zinc plating | 0.005 – 0.015 mm | Accumulates on threaded features |
| Electroless nickel 8 | 0.003 – 0.008 mm | Consistent but still affects critical dims |
| Black oxide | Near zero | Negligible |
If your GD&T notes do not specify whether dimensions apply before or after finishing, each supplier makes their own assumption. One machines the part to the nominal drawing dimension, then anodizes. The bore closes. Another machines the bore 0.02 mm oversize to compensate. The first batch fits. The second does not — because a different operator made a different assumption.
The fix is one line in your drawing notes: "All dimensions apply after finishing unless otherwise noted."
Tight Tolerances on Non-Critical Features
Applying tight tolerances universally is one of the most common cost inflation errors in China sourcing. Reducing tolerance from ±0.1 mm to ±0.02 mm on a single non-critical feature can double the cost of that machining operation — because it forces slower cycle times and mandatory CMM inspection 9 on a feature that does not affect function.
Identify your two to five truly critical-to-function features. Apply tight tolerances to those. Let the rest be governed by ISO 2768-mK defaults. This is the recognized best practice for China sourcing, and it is the approach our team recommends to every client before they finalize their drawings.
How Can I Simplify Tolerance Communication?
We help clients standardize their drawing packages before sending RFQs. The goal is always the same: one drawing that any qualified Chinese supplier can read, machine, and inspect without ambiguity or back-and-forth.
The most effective approach for China sourcing is to combine ISO 2768-mK in the title block with explicit GD&T callouts on only the two to five features that are critical to function. This gives suppliers a clear general baseline while protecting the dimensions that drive assembly and performance — without overloading the drawing with unnecessary callouts.

A Practical Drawing Checklist
Before you send any drawing to a Chinese CNC supplier, run through this checklist:
Title Block
- Reference standard: ISO 2768-mK
- Surface finish note: "All dimensions apply after finishing unless otherwise stated"
- Material and heat treat specification
- Drawing revision number
Geometry
- Datums labeled A, B, C in sequence
- Datum reference frame on all position and orientation callouts
- Explicit GD&T callouts on critical features only (position, cylindricity, parallelism, concentricity, profile)
Threads and Holes
- All thread callouts on 2D drawing — not 3D model only
- Non-standard hole callouts confirmed in drawing notes
When GD&T Is Mandatory, Not Optional
Some geometric controls are never covered by ISO 2768. If your part has any of the following functional requirements, a GD&T callout 10 is required — not optional:
| Feature Type | Required GD&T Control | Why ISO 2768 Is Not Enough |
|---|---|---|
| Shaft running in a bearing | Cylindricity | ISO 2768-2 does not define cylindricity defaults |
| Two mating flanges | Parallelism (tight grade) | General ISO grade may be too loose for face sealing |
| Concentric rotating assembly | Concentricity or runout | ISO 2768-2 does not cover concentricity |
| Locating pin hole | True position | ISO 2768 covers only general location, not true position |
| Sealing surface | Profile of a surface | Not addressed in ISO 2768 at all |
Online Quoting Platforms: A Special Case
If you use online quoting platforms to source CNC parts, tolerance communication needs extra attention. These platforms generate prices from 3D model geometry. A 3D model cannot communicate thread callouts, non-standard hole requirements, or surface finish specifications.
Upload your 2D drawing alongside the 3D model every time. If you send only the model, you will receive a geometry-based price that gets revised significantly upward after a human engineer reviews the drawing. This is not the platform overcharging — it is the platform correcting an incomplete initial quote.
Where to Focus Your Effort
The combination that works best in practice: one ISO 2768-mK note in the title block, two to five explicit GD&T callouts on your functional features, a finishing note, and properly sequenced datums. That covers the full drawing with less than ten minutes of annotation work — and it gives your supplier a drawing they can hand directly to the shop floor.
Conclusion
Good tolerance communication is not complex. Use ISO 2768-mK as your default, add GD&T only where function demands it, clarify finishing, and label your datums. These four steps eliminate most of the quality and cost disputes we see in China sourcing before they start.
Footnotes
1. Explains ISO 2768 tolerance classes and how mK notation works for CNC drawings. ↩︎
2. Wikipedia overview of ASME Y14.5, the authoritative U.S. GD&T standard for engineering drawings. ↩︎
3. Detailed comparison of ISO GPS and ASME Y14.5 standards and their differences in global manufacturing. ↩︎
4. Guidelines on datum reference frames in GD&T, including sequencing and best practices. ↩︎
5. English-language reference for China's national general tolerance standard equivalent to ISO 2768-1. ↩︎
6. Technical guide on how anodizing affects aluminum part dimensions and tolerances. ↩︎
7. Complete guide to dimensional changes from Type II and Type III anodizing on precision parts. ↩︎
8. Protolabs resource covering electroless nickel plating thickness and dimensional control for CNC parts. ↩︎
9. Explains how CMM inspection verifies GD&T compliance and maintains quality across production runs. ↩︎
10. Step-by-step guide to applying GD&T controls, datum frames, and feature callouts on engineering drawings. ↩︎


