Skip to main content Skip to footer
Skip to main content Skip to footer 
We see this every week — a buyer sends a drawing, gets back a price, and assumes the supplier reviewed the design. They rarely did.
To get real technical input from a CNC supplier, label your RFQ as "DFM feedback requested," share functional context alongside the drawing, send the 3D STEP file, and ask specific open-ended questions about individual features. Suppliers need permission, context, and a clear structure to give useful engineering feedback — not just a generic invitation.
Most buyers never change this one thing, and they keep getting price-only replies. Here is how to fix that.
What Questions Encourage Useful Feedback?
When we sit down with a new client to review their RFQ package 1, the first thing we check is whether their questions to the supplier are actually answerable.
Vague questions produce vague answers. Useful supplier feedback starts with specific, feature-level questions: ask whether a fillet radius on an internal corner would reduce tool changes, whether a thread depth creates tapping risk in that material, or whether the Ra 0.8 surface finish can be achieved without grinding — and what grinding would add to cost and lead time.

Why Generic Questions Fail
"Any feedback on this drawing?" sounds open-minded. To a supplier's engineering team, it signals nothing. They do not know if you want cost reduction ideas, tolerance concerns, or process alternatives. So they return nothing, or a single vague line: "We can make this to standard tolerances."
That is not a failure of the supplier's knowledge. It is a failure of the question.
Feature-Level Questions That Work
Here are question types that consistently produce useful technical responses:
| Question Type | Example | What It Unlocks |
|---|---|---|
| Tool access | "Can this internal corner be reached without a custom tool?" | Reveals setup cost and lead time |
| Surface finish | "Can Ra 0.8 2 on this bore be achieved without grinding?" | Exposes process cost early |
| Thread risk | "Is this thread depth a tapping risk in 6061?" | Catches a common scrap cause before production |
| Tolerance | "Is this ±0.01mm tolerance on a non-mating surface necessary?" | Opens relaxation discussion |
| Material substitution | "Would 7075 3 change your approach to this feature?" | Tests their material knowledge |
Each question targets a single feature and invites the supplier to apply their specific process knowledge. That is the difference between a question a salesperson can dodge and one that requires an engineer to answer.
Label the RFQ Before You Ask
Before any of these questions land, add one line to your RFQ header: "DFM feedback 4 requested — please flag any features where design changes would reduce cost, risk, or lead time."
In Chinese manufacturing culture, proposing unsolicited design changes to a customer can be seen as overstepping. That single line changes the dynamic. It grants permission. Without it, most shops stay quiet even when their engineers have already spotted a problem during quoting.
Build a Simple Q&A Template
Send your questions in a numbered list tied to the drawing's balloon numbers. For example: "Q3 — Balloon 7, internal bore tolerance ±0.008mm — can this be held on your current equipment, and would ±0.012mm affect part function in your assessment?" This format makes it easy for the supplier to respond point by point, and it creates a paper trail you can reference during production.
How Can I Evaluate Their Engineering Capability?
Our sourcing team has visited hundreds of machine shops across China and Vietnam. Price tells you very little about capability. The DFM response tells you almost everything.
A supplier's engineering capability shows clearly in how they respond to a DFM request: a capable shop returns a feature-specific written report within 48 hours, flags measurable concerns, proposes concrete alternatives, and estimates cost or time impact — a price-only reply or a generic note about "standard tolerances" is a reliable early warning sign.

What a Strong DFM Response Looks Like
Use the table below as a scoring guide when you receive a supplier's DFM reply.
| Response Element | Strong Signal | Weak Signal |
|---|---|---|
| Turnaround time | Within 48 hours | Over a week, or never |
| Feature specificity | References balloon numbers | Generic comments only |
| Proposed alternative | Concrete geometry or tolerance change | "We can try our best" |
| Cost/time estimate | Specific figures attached | No estimate given |
| Risk identification | Names a failure mode (e.g., thin-wall flex) | No risk mentioned |
| Format | Written report or structured document | Verbal or WeChat voice note |
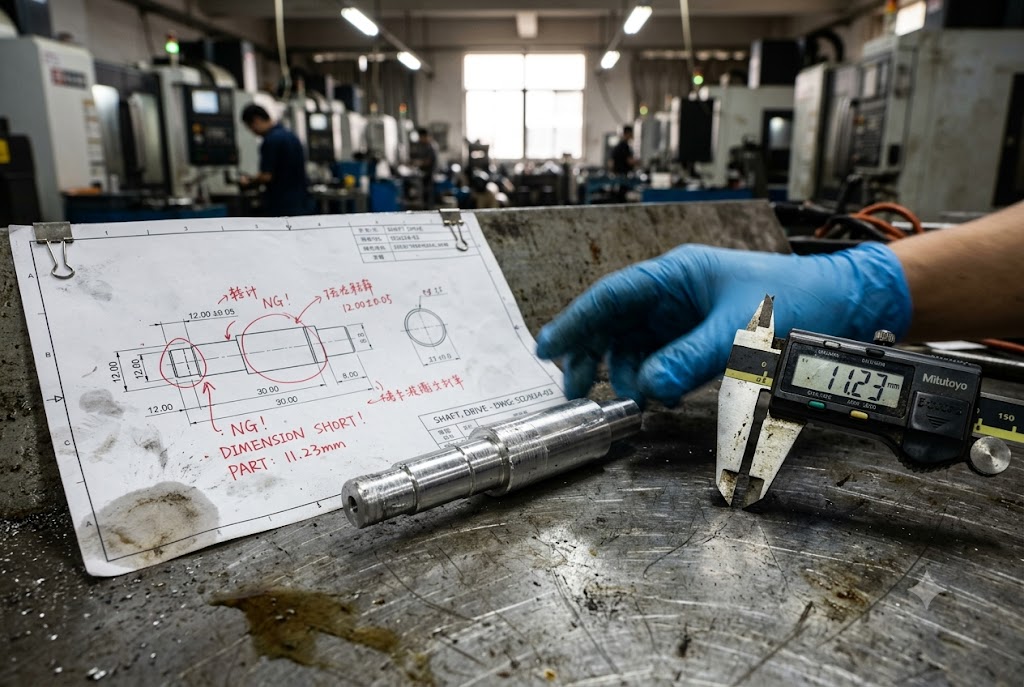
A supplier who returns a detailed, feature-specific report has assigned an engineer to your project. Their quoting team is connected to their shop floor. That connection is what prevents first-article dimensional failures 5.
The 3D File Test
Send the 3D STEP file 6 alongside your 2D drawing. Then see if their DFM response references geometry that is only visible in the 3D model — tool access angles 7, thin-wall sections on compound surfaces, fixture conflict zones.
A supplier reviewing only a PDF can catch some issues. A supplier working in their CAM software with your actual model geometry can catch the issues that cause scrap on day one of production. If their DFM response mentions nothing that required the 3D file to identify, their engineer did not open it.
Use DFM as a Screening Step
At our company, we use DFM response quality as a formal supplier screening criterion before recommending any shop for a new client project. A supplier who cannot engage at the engineering level during quoting will not engage any better during production when a problem appears at 2 a.m. on a Friday.
Award business to suppliers who prove they understand your part — not only those who quote the lowest price.
Should I Compare Suggestions Across Suppliers?
We run multi-supplier DFM reviews for almost every new project we manage. The differences in what each shop flags are almost always revealing.
Running DFM reviews with two or three suppliers simultaneously is worth the extra coordination: different shops have different machine fleets and fixture strategies, so the same feature that one supplier flags as high-risk may be routine for another — comparing responses identifies the most capable shop, surfaces conflicting inputs early, and often reveals the best cost-reduction solution.

Why Shops Disagree — and Why That Is Useful
Two suppliers looking at the same drawing can flag completely different features. This is not because one is wrong. It reflects real differences in equipment, tooling inventory, and operator experience.
| Scenario | What It Means |
|---|---|
| Supplier A flags thin-wall risk; Supplier B does not | Supplier B may have better workholding, or more experience with that material |
| Both suppliers flag the same tolerance | That tolerance is genuinely at the edge of standard capability — take it seriously |
| Only one supplier suggests a geometry change | They may have unique process knowledge — ask them to explain the reasoning |
| One supplier proposes a significant cost saving the other ignores | Take that idea back to your preferred supplier and ask why they missed it |
How to Structure a Multi-Supplier DFM Comparison
Send the same RFQ package — same drawing revision, same STEP file, same DFM questions — to two or three pre-screened suppliers in the same week. Set a response deadline of five business days.
When replies come in, map each supplier's comments against your drawing balloon numbers. Where they agree, you have a consensus problem worth addressing. Where they disagree, you have a question worth asking both shops to explain. Where only one supplier flagged a risk, go back to the others and ask directly: "Supplier X raised a concern about this feature — what is your assessment?"
This process takes an extra few days at the quoting stage. It routinely saves weeks during production.
Feed Good Ideas Back to Your Preferred Supplier
Sometimes the best suggestion comes from your second-choice shop. That is not a reason to switch suppliers — it is information. Take the idea back to your preferred supplier and discuss it. If they can implement it, you get the benefit of the insight without changing your supply chain. If they cannot, you now have a data point about their capability ceiling that is worth knowing before you place a large order.
How Do Technical Insights Impact Cost and Quality?
Our engineers have found that DFM changes accepted before production begins consistently deliver better outcomes than fixes made after a first-article failure.
Supplier technical insights directly reduce cost and protect quality: accepting a DFM suggestion — such as relaxing a non-critical tolerance or increasing a corner radius 8 — can eliminate a setup step, reduce scrap rate, and cut lead time, while ignoring valid engineering feedback is one of the most documented causes of first-article dimensional failures.

Document Every Accepted Change on the Drawing
This is the step that most buyers skip — and it causes the most damage.
If a supplier suggests relaxing a bore tolerance from ±0.008mm to ±0.012mm, and you agree verbally, but the drawing still shows ±0.008mm, three things happen: the machinist works to the original spec, the quality inspector accepts parts to the original spec, and the supplier's sales contact remembers a different agreement. You now have a dispute with no paper trail.
Every accepted DFM suggestion must be reflected in a new drawing revision 9 before production starts. The agreed change becomes the legally binding production baseline. There is no other safe way to manage it.
Close the Loop With the Supplier
When a supplier's suggestion saves you money or time, tell them. One specific message — "your suggestion on the corner radius eliminated one setup and saved 12% on unit cost, thank you" — does more to build a productive technical relationship than any relationship-management effort.
Chinese suppliers who receive no feedback on their DFM suggestions stop providing them. They revert to price-only responses within a few orders because they have learned the technical effort is not rewarded. The buyers who build the most capable supplier relationships are the ones who treat DFM feedback as a two-way conversation, not a one-time extraction.
The Long-Term Cost of Skipping DFM
Buyers who skip DFM reviews 10 consistently experience higher first-article failure rates, more revision rounds, and longer total lead times — even when individual production cycles look shorter on paper.
A 48-hour DFM exchange before quoting is complete is not a delay. It is insurance against a three-week production stop.
Conclusion
Getting real technical input from a CNC supplier takes structure, not luck. Ask specific questions, share functional context, run parallel DFM reviews, and always update the drawing. Do those four things and your suppliers will start acting like engineering partners.
Footnotes
1. How to prepare a complete RFQ package that gets fast, accurate CNC quotes. ↩︎
2. How Ra 0.8 surface finish requirements affect CNC machining process and cost. ↩︎
3. Comparison of 6061 and 7075 aluminum machinability, strength, and cost trade-offs. ↩︎
4. Comprehensive guide to Design for Manufacturing principles and process optimization. ↩︎
5. Common CNC part inspection failures and their root causes in production. ↩︎
6. What a STEP file contains and why it is the preferred format for CNC supplier handoff. ↩︎
7. DFM guidelines for tool access, workholding, and milled part design for CNC. ↩︎
8. DFM principles for corner radii, fillets, and feature design in CNC machined parts. ↩︎
9. CNC machining design toolkit covering tolerances, threads, radii, and drawing review. ↩︎
10. How DFM implementation reduces CNC machining costs by 15–40% and lead times by 25–60%. ↩︎